
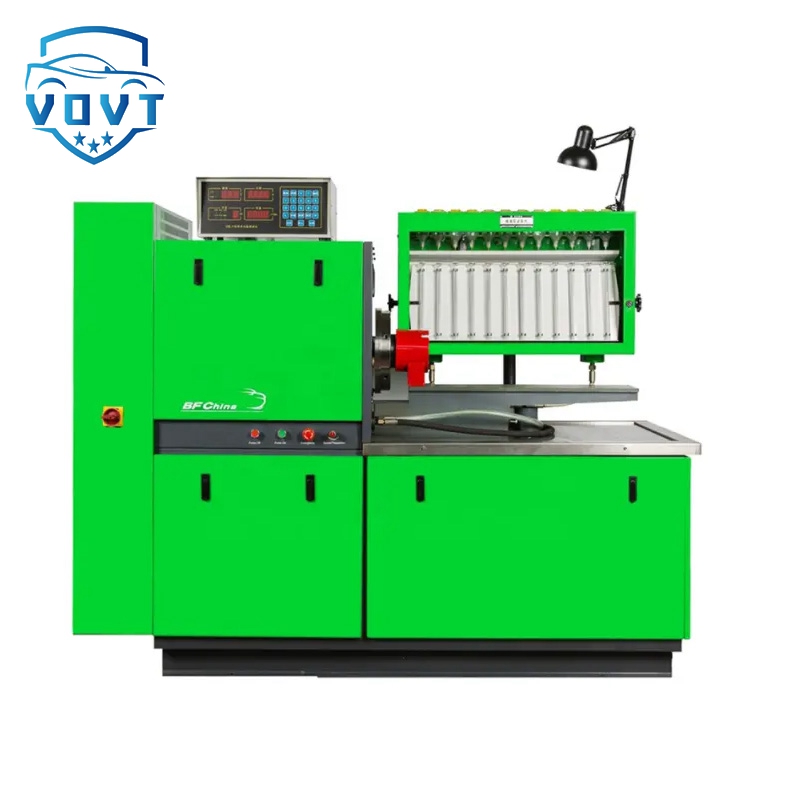
Gwajin Injin ZQYM 318A Bench 12psb Diesel Fuel Injection Pump Calibration Machine












samfurin cikakken bayani



| Ƙarfin wutar lantarki | 220VAC/380VAC |
| Zaman wutar lantarki | kashi biyu/uku |
| mita | 50HZ/60HZ |
| A halin yanzu | 30A (Max) |
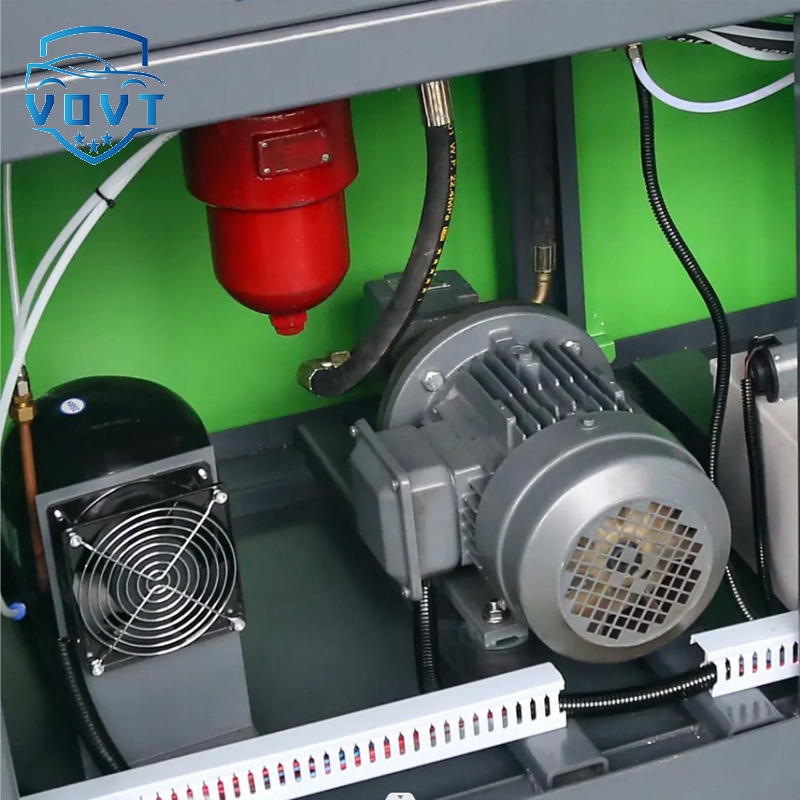
| Ƙarfin mota | 7.5,11,22kw |
| Tsayin benci na gwaji daga ƙasa | mm830 ku |
| Yanayin aiki | dumama / tilasta iska sanyaya |
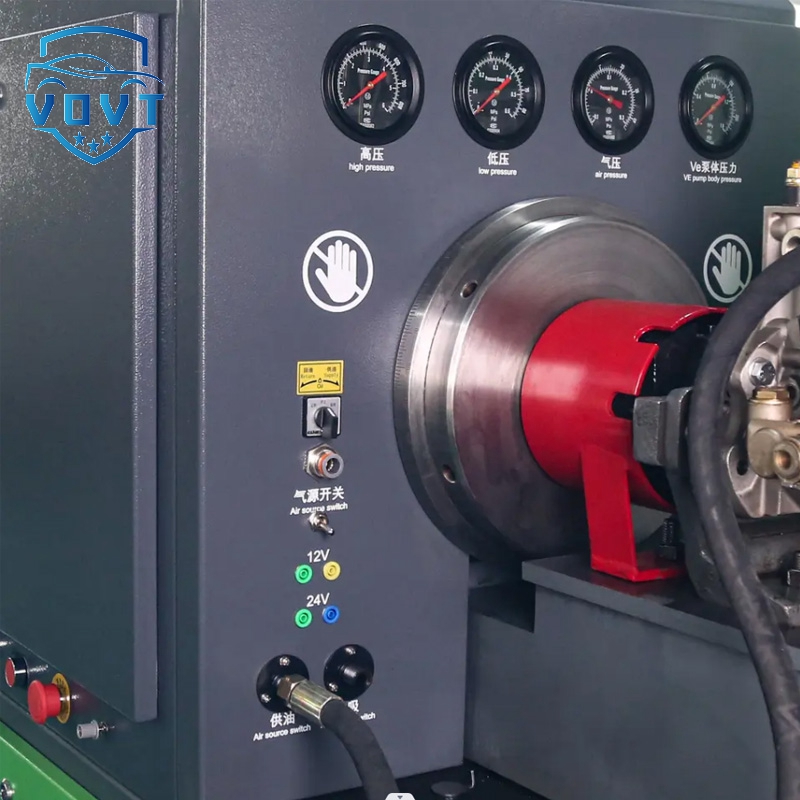
| Matsakaicin matsi na gama gari | 2700 Bar |
| ECU matsin lamba | 0-200V |
| Matsayin amo | <70dB |
| Nauyi | 950kg |
| girman | 1800x750x1850mm |
| Girman shiryarwa | 2150×750×1850mm |
Bukatun aiki na benci na gwajin famfo allura
Bukatun aiki na benci na gwajin famfo allura
1. Shigar da famfo mai ƙarfi da aka gwada akan benci na gwaji
Ana gyara famfo mai matsananciyar matsa lamba akan layin jagora na wurin aiki ta hanyar na'urar ƙwanƙwasa ta musamman. Ƙarshen gaba na famfo mai matsa lamba yana haɗuwa tare da haɗin gwiwar duniya na benci na gwaji ta hanyar haɗin gwiwa. Lokacin shigarwa, dole ne a tabbatar da cewa camshaft na famfo mai matsa lamba yana da coaxial tare da mashin motsa jiki na benci na gwaji, wanda za'a iya samu ta hanyar shigar da kushin na musamman tsakanin famfo mai matsa lamba da tashar jagora. Bayan gyare-gyaren farko, kunna bugun kiran haɗin gwiwar duniya don juyawa 1 zuwa 2, kuma idan ya ji santsi, ƙara ƙara manyan kusoshi da goro a ƙarshe. Bayan shigarwa, famfo mai matsa lamba ya kamata ya yi aiki a hankali da yardar rai, ya kasance mai ƙarfi kuma abin dogara, kuma ba shi da rawar jiki ko sako-sako.
2. Farawa da rufe benci na gwaji
Haɗa wutar lantarki mai matakai uku zuwa benci na gwaji, juya hannun sarrafa saurin zuwa sifili, danna maɓallin fara motar (kore), kuma motar na iya farawa. Lokacin tsayawa, kunna hannun sarrafa saurin don rage saurin bugun kiran zuwa sifili, sannan danna maɓallin tsayawa (ja), don kar a tsaya da babban gudu, lalata bencin gwajin kuma haifar da haɗari yayin farawa na gaba.
3. Saurin daidaitawa na benci na gwaji
Dangane da saurin da ake buƙata da alkiblar da ake buƙata, zaɓi gear na akwatin gear, kuma kunna hannun sarrafa saurin don canza saurin. Mafi girman kusurwar kwancen jujjuyawar riƙon saurin gudu, mafi girman saurin.
4. Tsarin matsi na tsarin man fetur
Ana daidaita matsin lamba a cikin tsarin man fetur tare da bawul mai daidaita matsi. Za'a iya daidaita matsa lamba a cikin kewayon 0-0.6 MPa lokacin da keken hannu ke juya agogon hannu, kuma ana iya daidaita matsa lamba a cikin kewayon 0-6 MPa lokacin da aka juya agogo baya. Ana aika da man fetur daga haɗin gwiwar samar da mai na benci na gwaji zuwa famfo mai matsa lamba da ake gwadawa ta bututun mai.
5. Kula da zafin mai
Lokacin da zafin man fetur ya yi ƙasa da 40°C, kunna bawul ɗin dumama hannun agogo baya don ƙara yawan zafin mai. Lokacin da zafin man fetur ya kai 40 ° C, nan da nan rufe bawul ɗin dumama don dakatar da dumama.
3 Kulawa da kula da benci na gwaji
(1) Don tabbatar da daidaiton gwajin gwajin gwajin gwajin, duba matsi na buɗewar ma'aunin man fetur akai-akai, wanda ya kamata ya zama 17.5 MPa; akai-akai duba daidaitattun daidaitattun allurar man fetur, idan akwai wani bambanci, daidaita matsi na budewa don gyara Calibrate, idan ba zai yiwu ba, maye gurbin daidaitattun injector.
(2) Man fetur da ake amfani da shi a gwajin dole ne ya zama man dizal mai sauƙi wanda aka haɗe sama da sa'o'i 48. Lokacin zazzage famfunan allurar mai 500 ko bayan awanni 400 na aiki, yakamata a maye gurbin sabon mai. Lokacin canza mai, tsaftace tankin mai kuma tace da kananzir. 30# ko 46# turbine mai ya kamata a ƙara a cikin akwatin gear kuma na'ura mai ba da hanya tsakanin hanyoyin sadarwa. A zuba man inji mai guda 40# ko kuma man injina 150# a cikin akwatin gearbox, kada matakin man ya kasance ƙasa da gwiwar gwiwar mai cike da man, sannan a canza shi duk bayan sa'o'i 400 ko rabin shekara. Abubuwan da ke cikin kujerar tachometer suna buƙatar a mai da su akai-akai da man inji ko man turbine. Lokacin da ake ƙara mai, cire agogon injina kuma allurar mai daga ramin kujerar tachometer.
(3) Kafin farawa, yana da kyau a yi amfani da lever don jujjuya bugun bugun har sai motar da fam ɗin mai suna jujjuya lokaci guda, sannan a fara aiki.
(4) Kada ku canza kayan aiki ko fara bencin gwajin da sauri yayin aikin benci na gwaji, in ba haka ba za a lalata watsawar hydraulic mai canzawa ko gears. Lokacin aiki da abin sarrafa saurin gudu, yakamata a ƙara ko rage gudu a hankali kuma a hankali, kuma gudun kada a yi aiki da sauri. Lokacin rufewa, ya kamata a daidaita saurin zuwa sifili, don kada ya lalata tsarin watsawa kuma ya shafi rayuwar sabis.
Rukunin samfuran
-

Babban ingancin Diesel injector bututun ƙarfe DLLA155SM06 ...
-

Babban Na'urar Diesel Head Rotor 096400-1700 Don ...
-

Dizal Injector Fuel Injector 23670-0L050 Denso...
-

Injector dizal mai inganci 0 445 110 376 0445...
-

Babban Ingancin Dizal Pump Plunger 9H5797 Mai A...
-

Mafi Sayar da Sabon Ruwan Dizal Plunger P388 Plung...




